Zweck des Tools
Vorgehensweise
Einstellmöglichkeiten
Interpretationshilfe
Darstellungsformen
Voraussetzungen
Werkzeuge
Beispiele
Begriffe
Formeln
Prozessfähigkeitsanalyse
-
Zweck des Tools
Die Prozessfähigkeitsanalyse hat das Ziel, die Qualität von Prozessen zu bewerten, indem Sie mit Hilfe der Kennzahlen Cp und Cpk die Lage (Genauigkeit) und die Streuung (Präzision) eines Merkmals bewerten. Je höher der Cpk-Wert ist, desto besser ist der Prozess. Oft spricht man ab einem Cpk-Wert von 1,33 von einem fähigen Prozess.
-
Beispiel Tomatensoße:
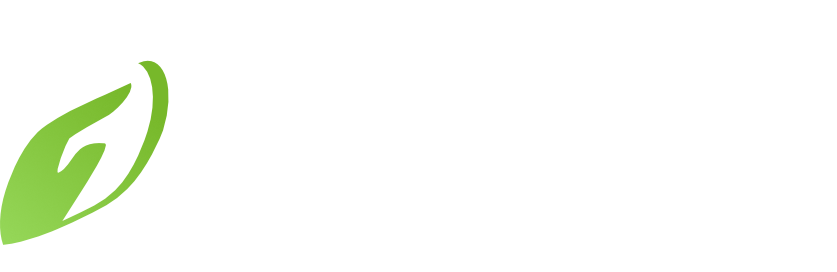
Bei der Produktion von Tomatensoße spielt die Viskosität eine entscheidende Rolle: Ist die Soße zu dünn oder zu dick, erfüllt sie nicht die Kundenerwartungen. Mit Cp und Cpk lässt sich überprüfen, ob der Prozess die gewünschte Konsistenz zuverlässig einhält.
Interpretation der Ergebnisse:
Hier in der Auswertung sieht man einen Cp-Wert von 1,10 und einen Cpk-Wert von 0,98. Der Cpk-Wert ist kleiner als der häufig geforderte Referenzwert 1,33 – der Prozess ist daher nicht fähig.
Der Cp-Wert von 1,10 zeigt, dass die Streuung des Prozesses noch zu groß ist – der Prozess ist also streuungsbedingt nicht fähig. Da Cpk zusätzlich etwas kleiner ist als Cp, liegt außerdem eine leichte Lageabweichung vor. Die Hauptursache für die mangelnde Prozessfähigkeit ist jedoch klar die zu hohe Streuung.
Erklärungen zu der Grafik:
Die Balken stellen die Häufigkeitsverteilung der Messwerte dar.
Die Linie ist die Normalverteilung, die aufbauend auf dem Mittelwert und der Standardabweichung der Istdaten erstellt wurde.
Je schmaler die Kurve, desto besser passt der Prozess in die Spezifikationsgrenzen (USG und OSG).
-
Vorgehensweise
Im Folgenden finden Sie die Überlegungen und Schritte, die notwendig sind, um eine Prozessfähigkeitsanalyse durchzuführen.
Vorarbeit
- Eine stetige Messgröße auswählen und Messwerte erheben (z. B. Viskosität).
- Messwerte auf Normalverteilung prüfen
- Spezifikationsgrenzen bestimmen oder erfragen (z. B. USG = 950, OSG = 1050).
 Nutzung in AlphadiTab
Nutzung in AlphadiTab
- In der Measure-Phase das Tool Cp, Cpk auswählen
- Bei Daten „Viskosität“ auswählen.
- Die Spezifikationsgrenze angeben: USG = 950, OSG = 1050
- Analyse durchführen mit dem Klick auf den Button „Neu erstellen“.
Interpretation
- Prüfen Sie zunächst, ob der Prozess fähig ist (fähig, wenn der Cpk-Wert ≥ 1,33 oder dem geforderten Mindestwert entspricht).
- Ermitteln Sie anschließend, ob die Lage oder die Streuung des Prozesses (oder beide) verbesserungsbedürftig sind.
-
Voraussetzungen
Passende Verteilung zu den Daten auswählen
Für die Berechnung von Cp und Cpk wird vorausgesetzt, dass die Daten einer Verteilung folgen. Für die verschiedenen Verteilungen sind unterschiedliche Formeln hinterlegt, daher muss der Bediener die passende Verteilung auswählen zum Beispiel mit dem Verteilungstest.
Warum ist das wichtig?
Ohne der passenden Verteilung stimmen Cp und Cpk nicht mehr mit der tatsächlichen Prozessleistung überein.
Ausschuss- und Risikobewertungen werden dadurch ungenau oder irreführend.
Geeignetes Messmittel
Die Daten müssen mit einem zuverlässigen und für das Merkmal geeigneten Messmittel erhoben werden, um korrekte Ergebnisse sicherzustellen.
Warum ist das wichtig?
Ist das Messmittel nicht fähig, können falsche Schlüsse über die tatsächliche Prozessleistung gezogen werden.
So kann es beispielsweise erscheinen, als sei der Prozess nicht fähig, obwohl die Abweichungen ausschließlich durch das ungeeignete Messmittel verursacht werden.
-
Werkzeuge
(Wann sind andere besser geeignet?)
Bei nominalen, ordinalen oder diskreten (zählbaren) Daten wird keine Prozessfähigkeitsanalyse mit Cp und Cpk durchgeführt, da diese Kennzahlen stetige, metrische Messwerte voraussetzen.
-
Beispiele
Produktion
Abfüllmenge Tomatensoße
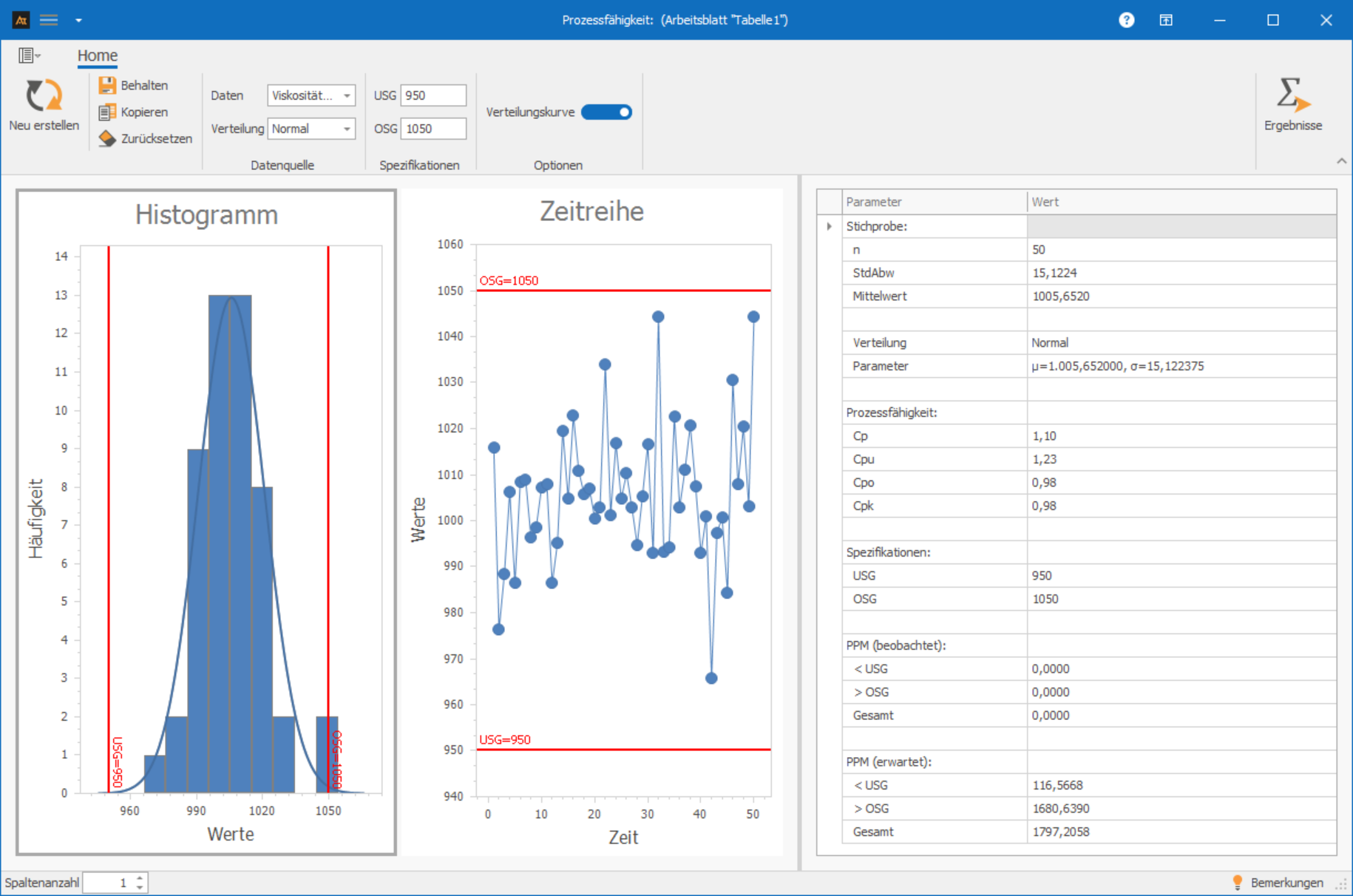
In diesem Beispiel wurde die Abfüllmenge der Tomatensoße untersucht. Die Abfüllmenge wird mit einem geeigneten Messmittel erfasst, um zu prüfen, ob die Maschine die Zielmenge von 500 ml zuverlässig einhält.
Interpretation
In der Auswertung ergibt sich ein Cp-Wert von 2,93 und ein Cpk-Wert von 2,80.
Beide Werte liegen über dem häufig geforderten Referenzwert von 1,33.
Der Prozess ist fähig.
Die Streuung ist klein genug (Cp hoch).
Die Lage ist gut (Cpk ≈ Cp).
Wareneingang / Logistik
Durchlaufzeit eines Auftrags
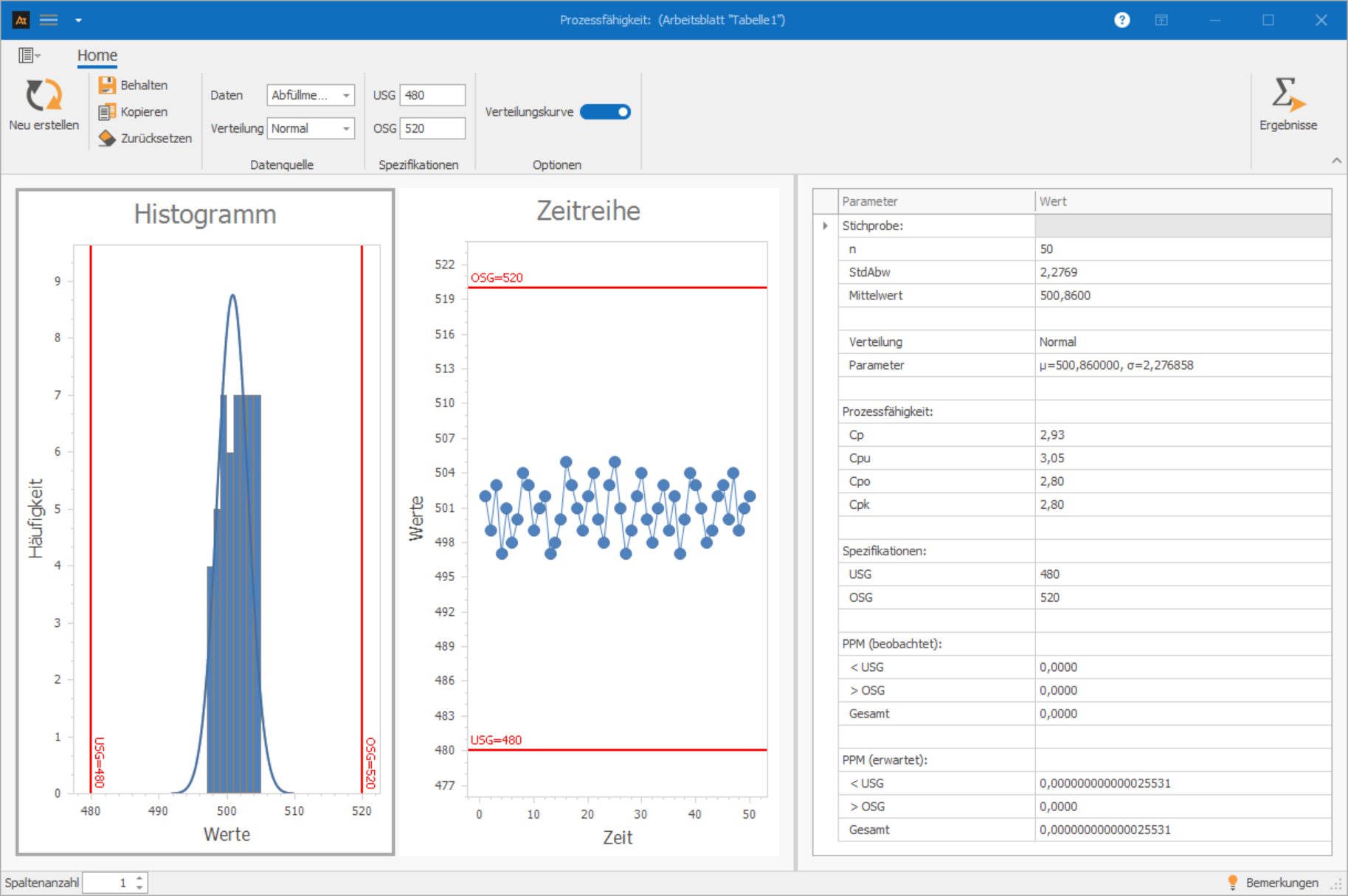
Im Wareneingang durchläuft jeder Auftrag einen Prüfschritt, bei dem Lieferscheine kontrolliert und Positionen im System erfasst werden. Während manche Vorgänge zügig bearbeitet werden, geraten andere ins Stocken: Ein fehlender Barcode, ein unvollständiger Lieferschein oder eine kurze Rückfrage führen dazu, dass einzelne Aufträge länger liegen bleiben. Dadurch entstehen sehr unterschiedliche Bearbeitungszeiten, die sich deutlich in den Messdaten widerspiegeln.
Ermittelte Kennzahlen
- Cp = 0,28
- Cpk = 0,09
Interpretation
Der Prozess ist nicht fähig.
- Cp < 1,33 → Streuung zu groß, Durchlaufzeiten schwanken stark.
- Cpk < Cp → zusätzlich ein Lageproblem (Durchschnitt liegt zu nah an einer Toleranzgrenze).
IT-Support
Reaktionszeit Anfragen
Im IT-Service-Desk gehen täglich viele unterschiedliche Anfragen ein. Manche Tickets können sofort beantwortet werden, weil die Lösung auf der Hand liegt oder nur ein kurzer Hinweis genügt. Andere Anfragen erfordern zunächst Rückfragen, eine Systemrecherche oder das Nachstellen eines Fehlers. Während einfache Fälle zügig bearbeitet werden, verzögert sich die Reaktion bei komplexeren Tickets deutlich. Dadurch entstehen sehr unterschiedliche Antwortzeiten – obwohl das Ziel besteht, dass die Antwortzeit 35 Minuten nicht überschreitet.
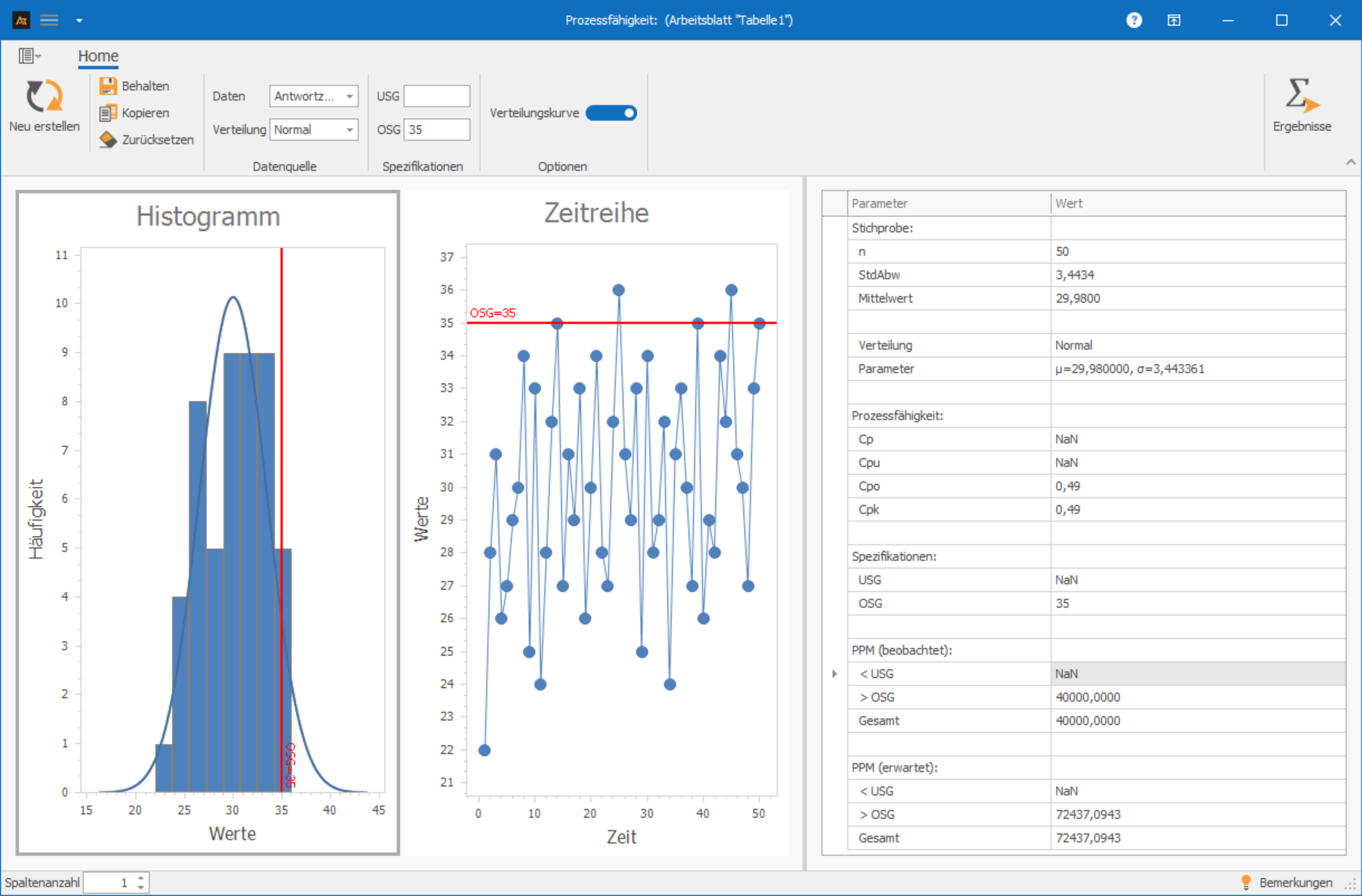
Ermittelte Kennzahlen
- Cp: nicht berechenbar, da nur eine Spezifikationsgrenze vorhanden ist
- Cpk = 0,49
Interpretation
Der Prozess ist nicht fähig, da der Cpk-Wert deutlich unter dem häufig geforderten Mindestwert von 1,33 liegt.
Da nur eine obere Spezifikationsgrenze definiert ist, kann der Prozess sowohl durch eine Reduzierung der Streuung als auch durch eine Verbesserung der Lage optimiert werden. Beides würde zu einem höheren Cpk-Wert führen und die Prozessfähigkeit
-
Begriffe
Stetige Daten: Daten, die mit einem Messmittel erfasst werden und sowohl Einheiten als auch Nachkommastellen besitzen können.
Normalverteilte Daten: Daten, die sich gut durch eine Normalverteilung beschreiben lassen. Dies kann z. B. über einen Test auf Normalverteilung überprüft werden.
OSG = OTG = Obere Spezifikations- oder Toleranzgrenze: Der maximal zulässige Wert für die Zielgröße. Liegt ein Messwert darüber, gilt er als nicht in Ordnung.
USG = UTG = Untere Spezifikations- oder Toleranzgrenze: Der minimal zulässige Wert für die Zielgröße. Liegt ein Messwert darunter, gilt er als nicht in Ordnung.
Cp: Fähigkeitskennzahl, die die Streuung des Prozesses im Verhältnis zu den Spezifikationsgrenzen bewertet.
Cpk: Fähigkeitskennzahl, die sowohl die Streuung als auch die Lage des Prozesses im Bezug zu den Spezifikationsgrenzen bewertet.
x̄ = Mittelwert der Stichprobe: Durchschnittswert der erhobenen Messdaten.
s = Standardabweichung der Stichprobe: Maß für die Streuung der Daten um den Mittelwert.
-
Formeln
Mittelwert
\( \bar{\mathrm{x}}=\frac{1}{\mathrm{n}}\sum_{i=1}^{\mathrm{n}}\mathrm{x}_i \)
Standardabweichung
\( \mathrm{s}=\sqrt{\frac{1}{\mathrm{n}-1}\sum_{i=1}^{\mathrm{n}}(\mathrm{x}_i-\bar{\mathrm{x}})^2} \)
Fähigkeitskennzahl Cp
\( \mathrm{C}_\mathrm{p}=\frac{\mathrm{OSG}-\mathrm{USG}}{6\,\mathrm{s}} \)
Fähigkeitskennzahl Cpk
\( \mathrm{C}_{\mathrm{pk}}=\min\!\left(\frac{\mathrm{OSG}-\bar{\mathrm{x}}}{3\,\mathrm{s}},\frac{\bar{\mathrm{x}}-\mathrm{USG}}{3\,\mathrm{s}}\right) \)
Notation:
x̄ = Mittelwert der Stichprobe
s = Standardabweichung der Stichprobe
n = Stichprobenumfang
xi = ite Messwert
-
Schlagwörter