Vorarbeit
- Eine stetige Messgröße auswählen (z. B. Viskosität).
- Ein geeignetes Messmittel festlegen.
- Mehrere unterschiedliche, produzierte Teile auswählen, die den relevanten Merkmalsbereich abdecken.
- Mehrere Prüfer auswählen.
- Anzahl der Wiederholmessungen je Prüfer festlegen.
- Messbedingungen definieren und konstant halten.
- Arbeitsblatt für die MSA Typ 2 erstellen
- Messungen durchführen: Die Messungen erfolgen idealerweise prüferweise in zufälliger Reihenfolge; Wiederholmessungen eines Prüfers werden zeitlich getrennt durchgeführt.
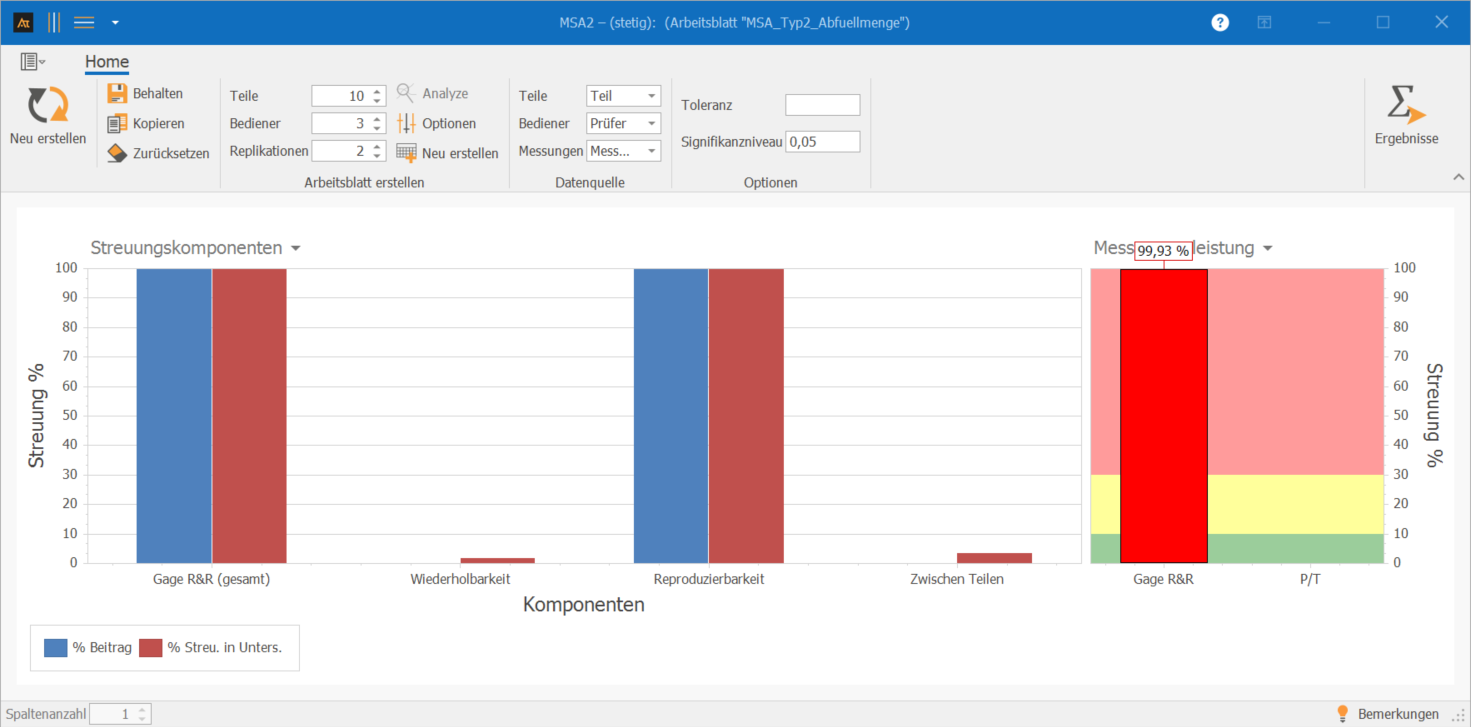
 Nutzung in AlphadiTab
Nutzung in AlphadiTab
- In der Measure-Phase das Tool MSA Typ 2 stetig auswählen.
- Bei Bediener „Prüfer“ auswählen.
- Bei Teil „Teil“ auswählen.
- Bei Messungen „Messwert“ auswählen.
- Bei Toleranz den Wert 100 eintragen.
- Analyse mit dem Button „Neu erstellen“ durchführen.
Interpretation
Prüfen Sie, ob das Messsystem fähig ist:
% Gage R&R < 10 % → Messsystem gilt als sehr gut / akzeptabel
10 % ≤ % Gage R&R ≤ 30 % → Messsystem bedingt akzeptabel je nach Anwendung
% Gage R&R > 30 % → Messsystem nicht akzeptabel und sollte verbessert werden
Stetige Messdaten
Für die Durchführung einer Messsystemanalyse Typ 2 werden stetige Messdaten benötigt.
Warum ist das wichtig?
Nur mit stetigen Messdaten können Wiederholbarkeit und Reproduzierbarkeit des Messsystems bewertet werden.
Diese Daten werden mit einem Messmittel erhoben und erlauben eine quantitative Beurteilung der Messsystemstreuung.
Mehrere produzierte Teile
Es müssen mehrere unterschiedliche, real produzierte Teile vorliegen, die den relevanten Merkmalsbereich des Prozesses abdecken.
Warum ist das wichtig?
Nur so kann der Einfluss der Teilevariation auf das Messergebnis bewertet werden.
Mehrere Prüfer (bzw. ein Faktor mit mehreren Stufen)
Die Messungen müssen von mehreren Prüfern durchgeführt werden.
Die Prüfer stellen dabei die unterschiedlichen Stufen eines Faktors dar (z. B. Prüfer 1, Prüfer 2, Prüfer 3).
Warum ist das wichtig?
Bei der MSA Typ 2 wird neben der Wiederholpräzision geprüft, ob sich die Messergebnisse zwischen den Stufen dieses Faktors unterscheiden.
In der Praxis ist dieser Faktor meist der Prüfer, er kann jedoch auch durch andere klar unterscheidbare Gruppen ersetzt werden (z. B. Standorte oder Schichten).
Gleiches Messmittel
Alle Messungen müssen mit demselben Messmittel durchgeführt werden, da die Analyse das Messsystem insgesamt bewertet.
Konstante Messbedingungen
Probe, Messmittel, Prüfer und Umgebungsbedingungen (z. B. Temperatur) müssen während der Messung konstant gehalten werden.
Warum ist das wichtig?
Nur unter konstanten Bedingungen kann sichergestellt werden, dass beobachtete Schwankungen in den Messwerten ausschließlich auf das Messmittel zurückzuführen sind.
Normalverteilte Daten
Die wiederholten Messwerte sollten keine Hinweise auf eine relevante Abweichung von der Normalverteilung zeigen, da die Berechnung der Kennzahlen auf Annahmen der Normalverteilung basiert
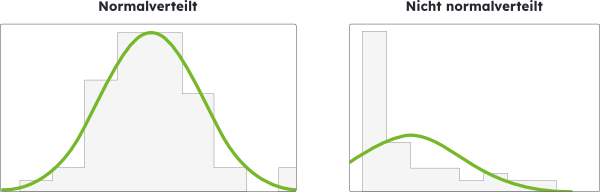
Warum ist das wichtig?
Bei deutlicher Abweichung von der Normalverteilung liefern %Gage R&R und % Tol keine verlässlichen Aussagen über die Messfähigkeit.
Die Bewertung der Messmittelstreuung kann dadurch ungenau oder irreführend werden.