Vorarbeit
- Eine geeignete Messgröße auswählen (z. B. Abfüllmenge, Temperatur, pH-Wert).
- Sicherstellen, dass die Daten als Einzelwerte in zeitlicher Reihenfolge vorliegen.
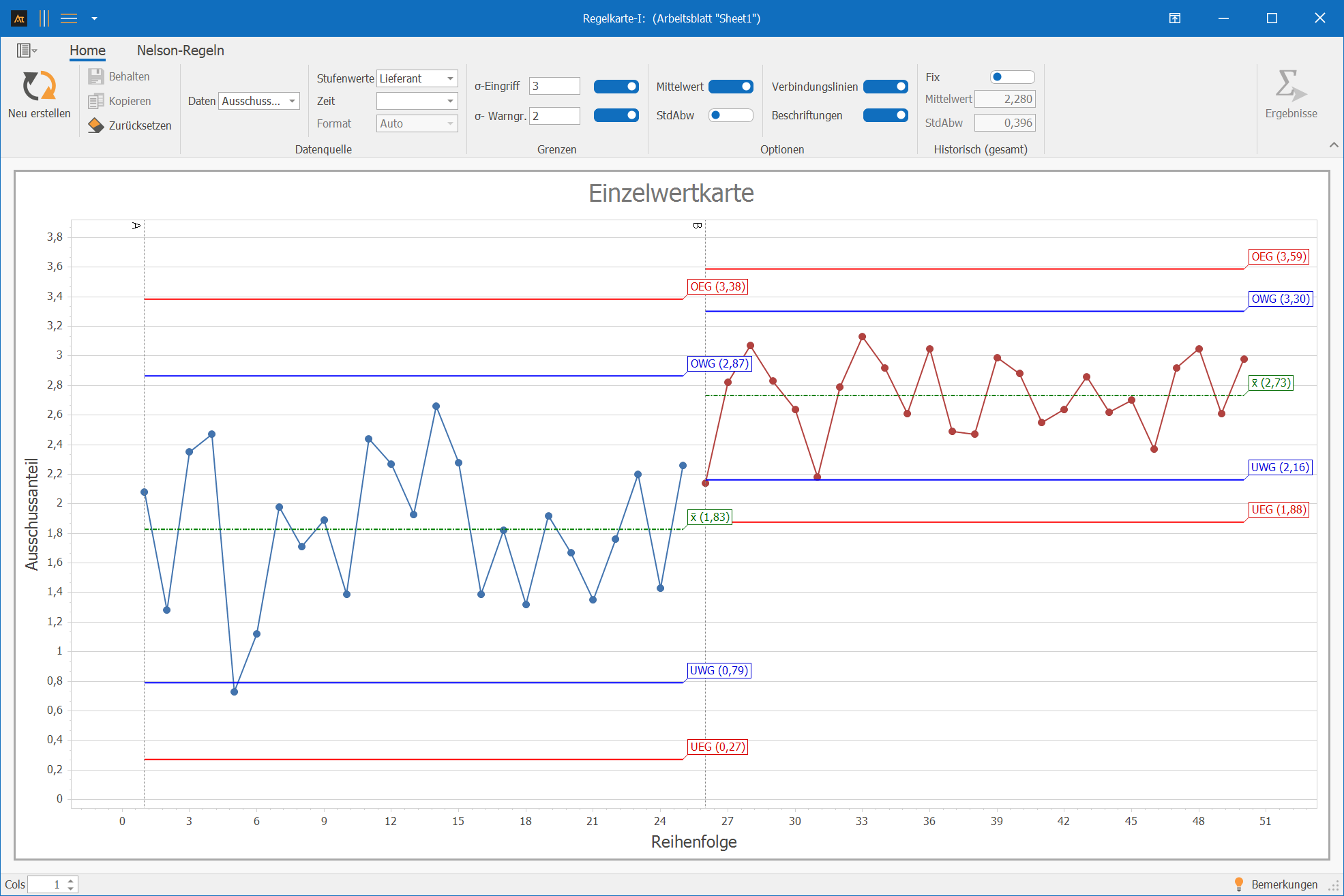
- Prüfen, ob unterschiedliche Prozessphasen getrennt betrachtet werden sollten.
- Festlegen, welche Tests (z. B. Nelson-Regeln) zur Erkennung von Auffälligkeiten verwendet werden.
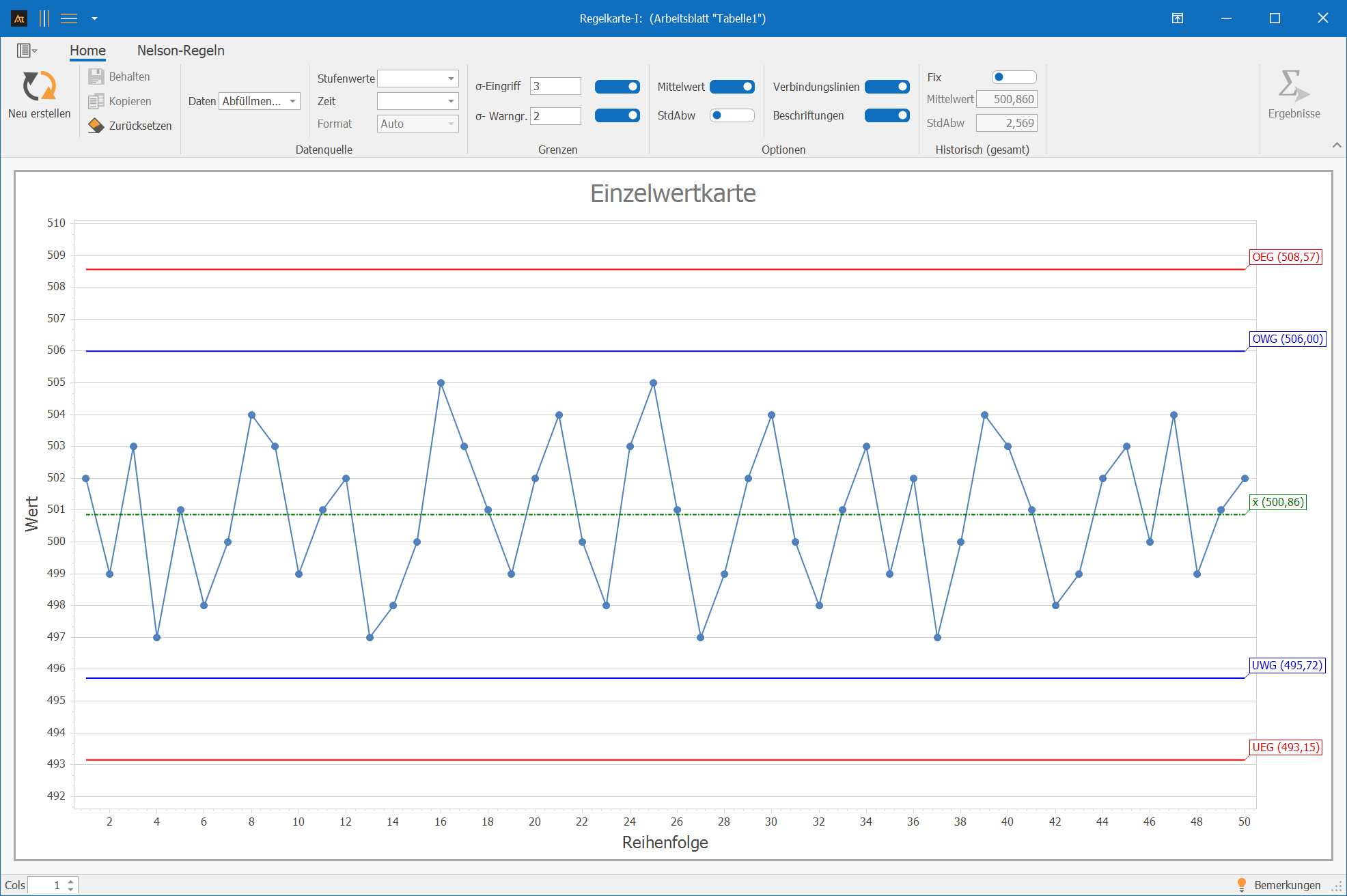
 Nutzung in AlphadiTab
Nutzung in AlphadiTab
- In der Control-Phase das Tool „I-Karte“ auswählen.
- Bei Daten „Abfüllmenge“ auswählen
- Die Regelkarte durch „Neu erstellen“ generieren.
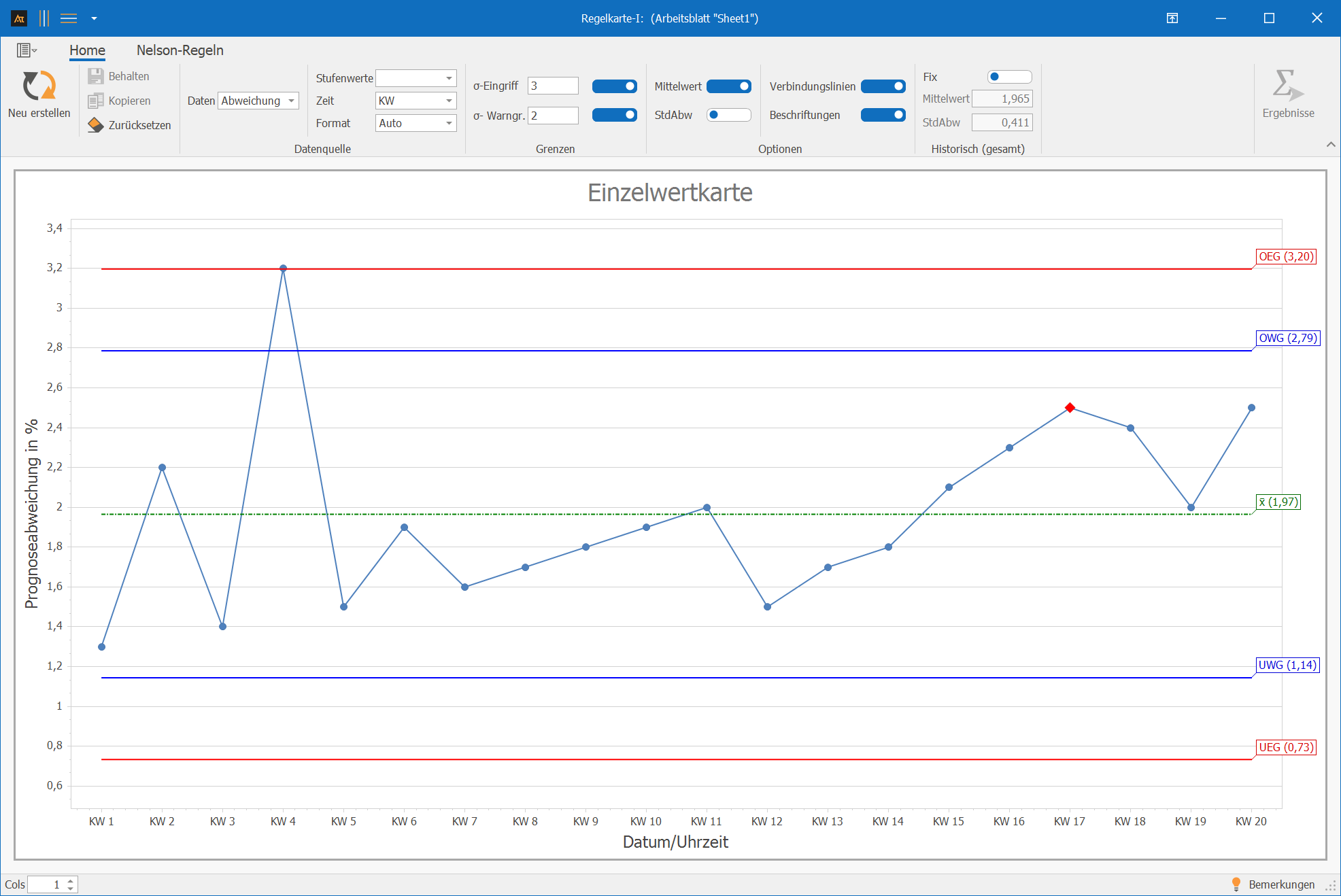
Interpretation
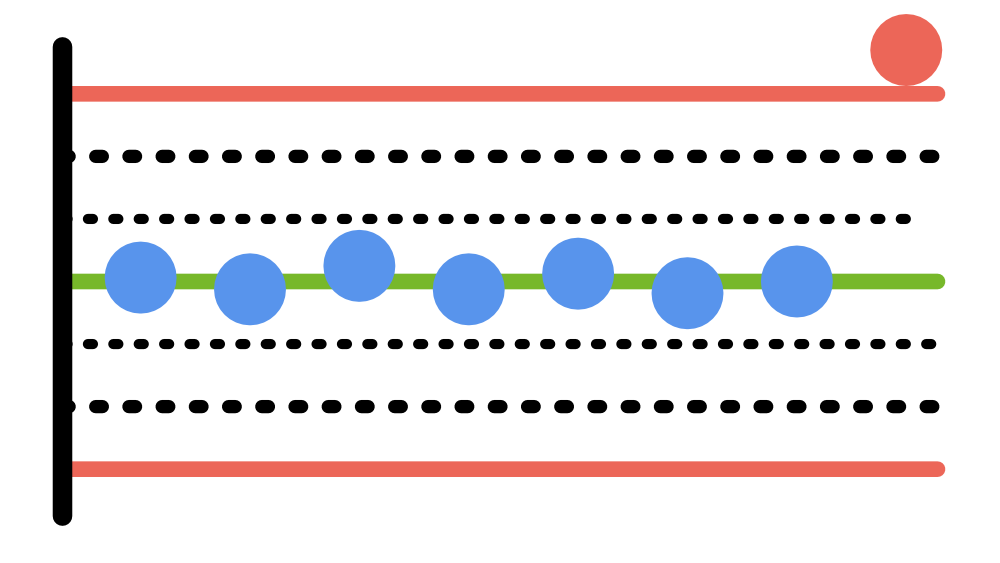
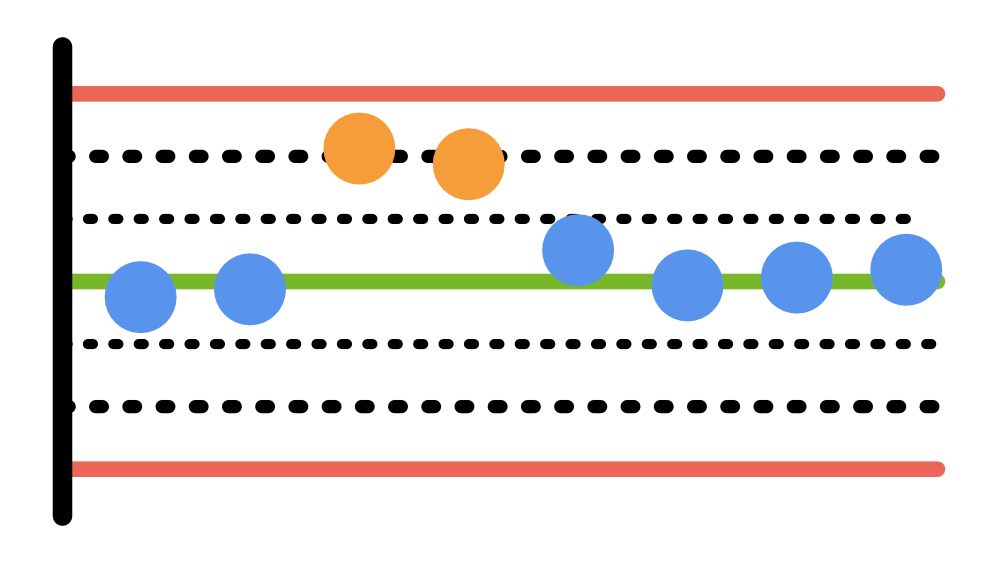
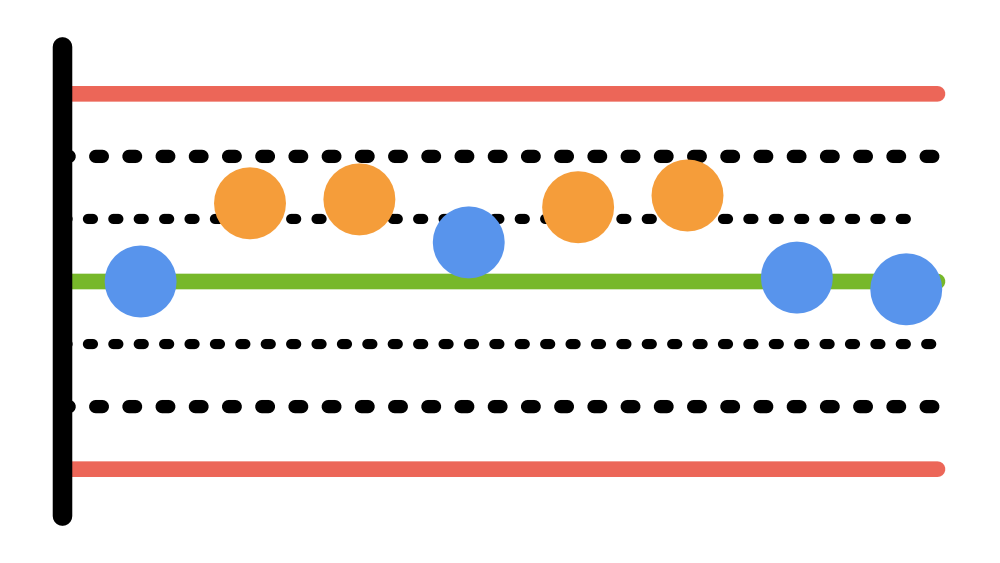
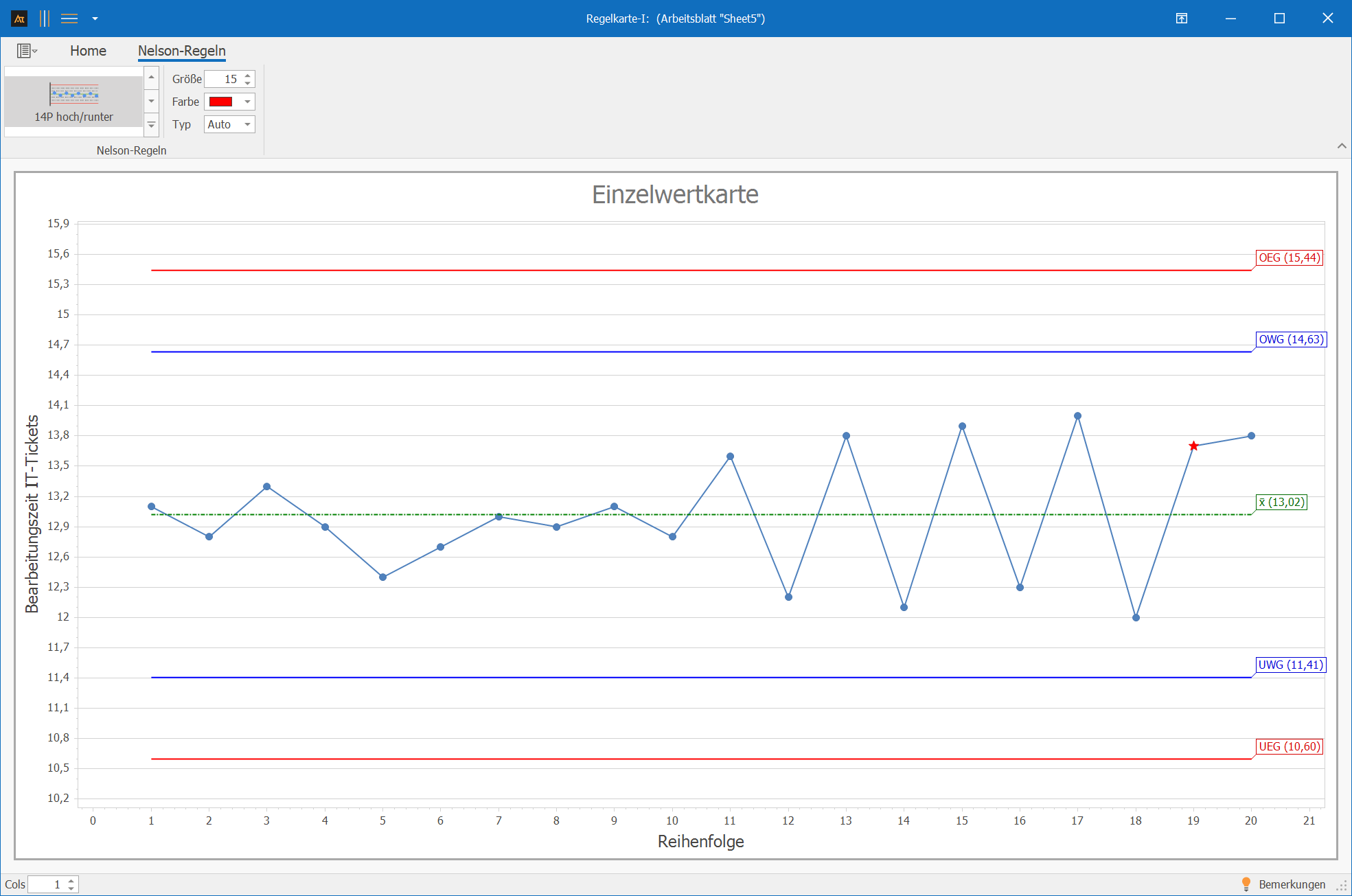
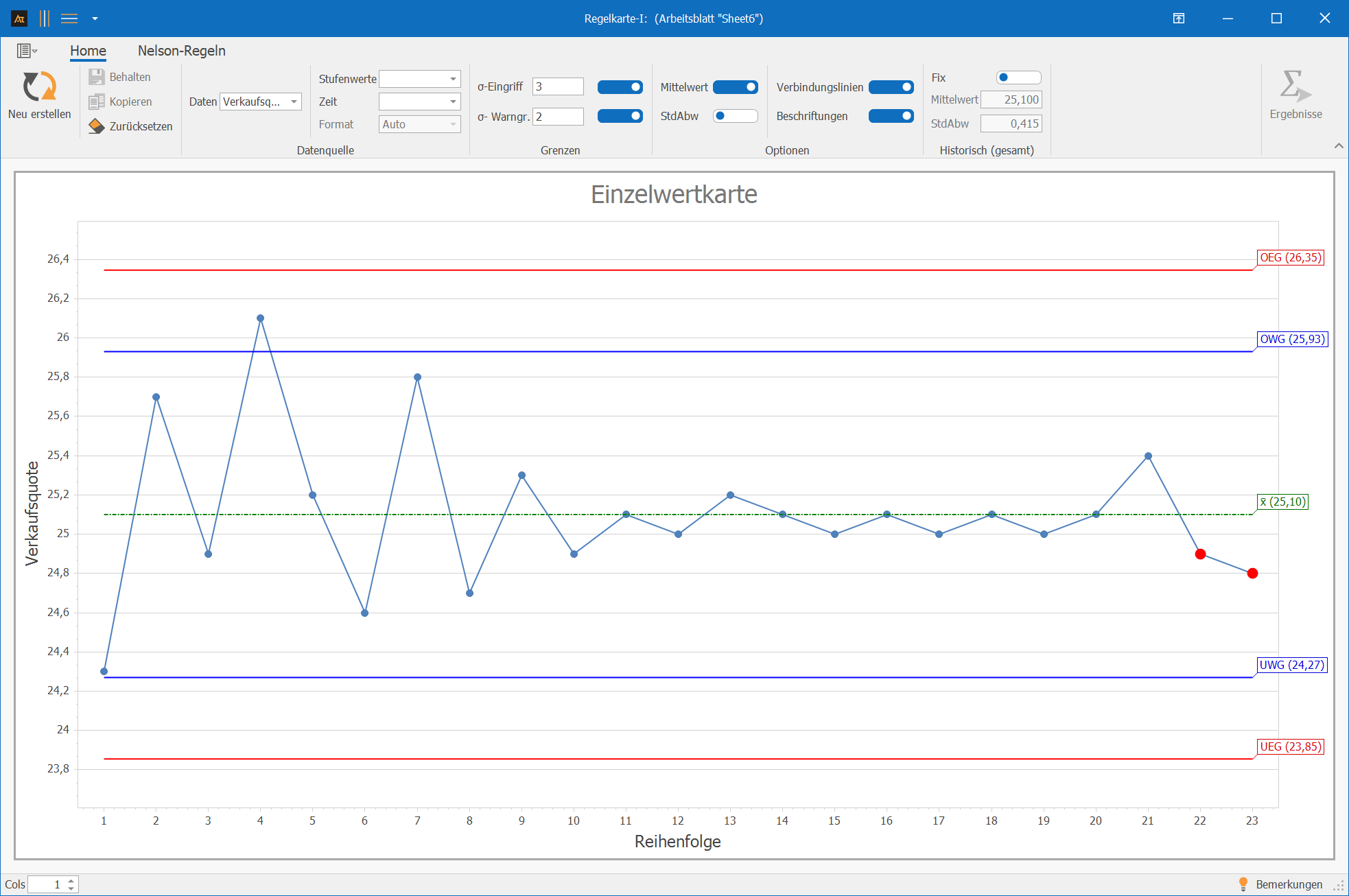
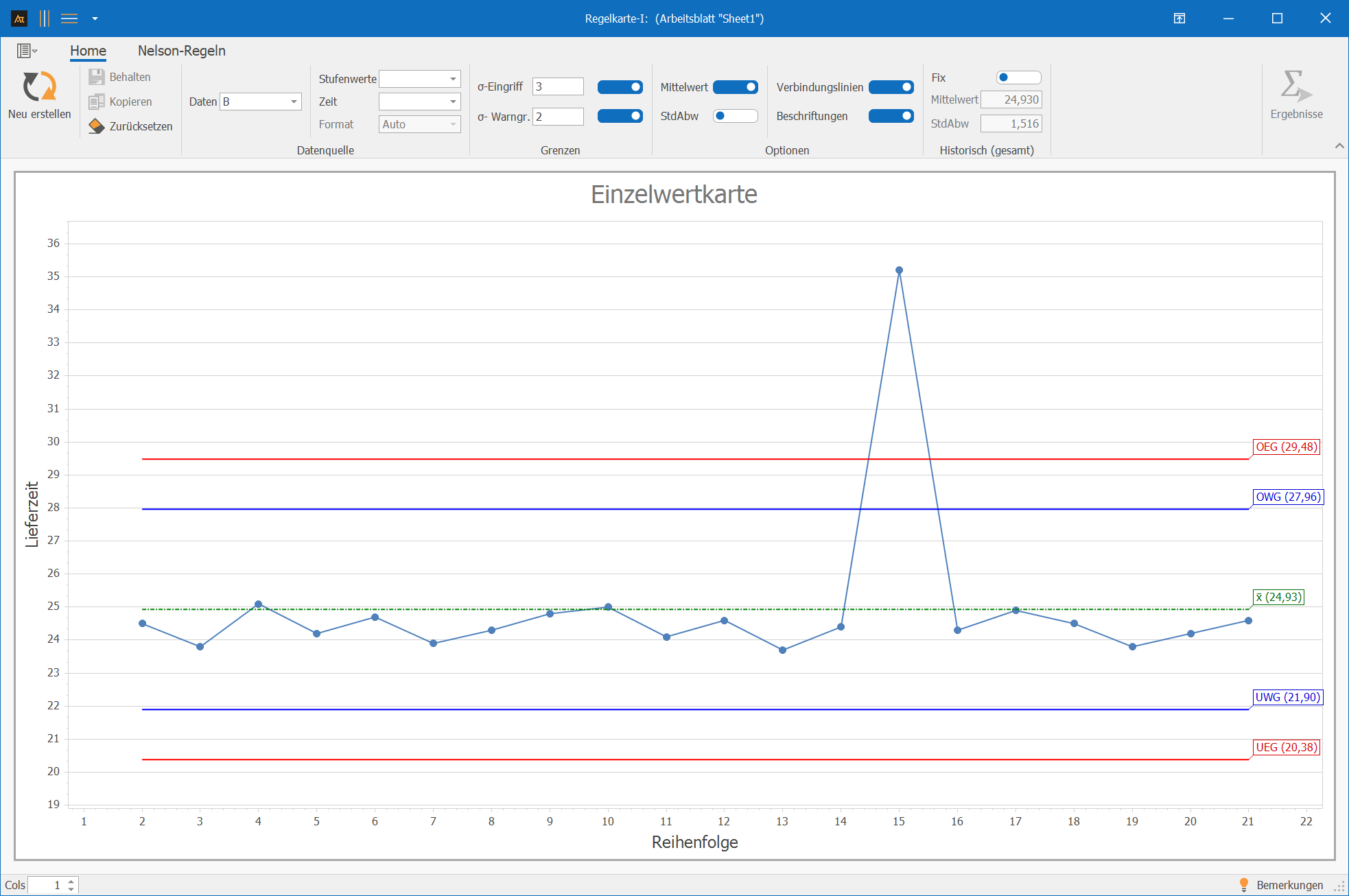
- Prüfen, ob Punkte außerhalb der Eingriffsgrenzen liegen.
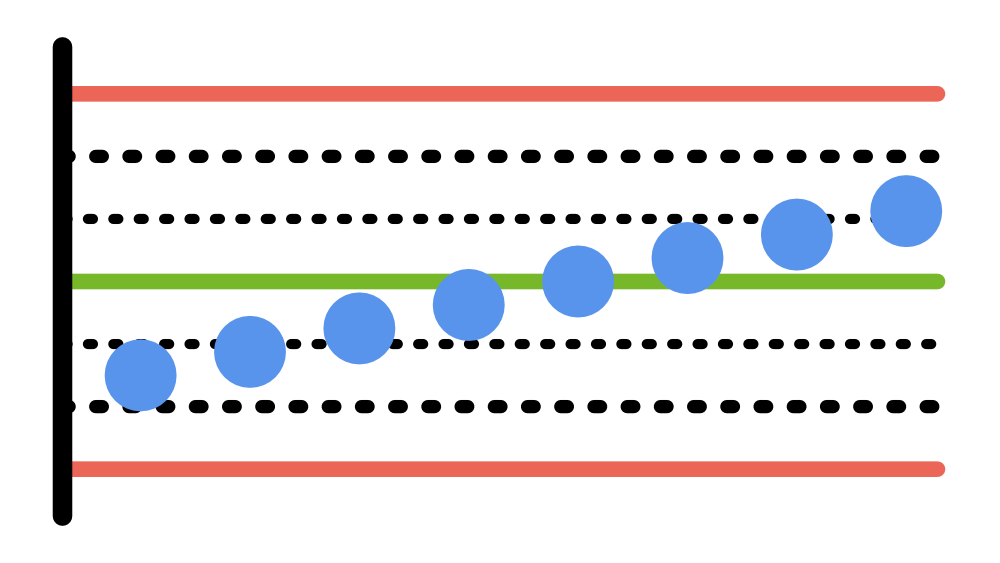
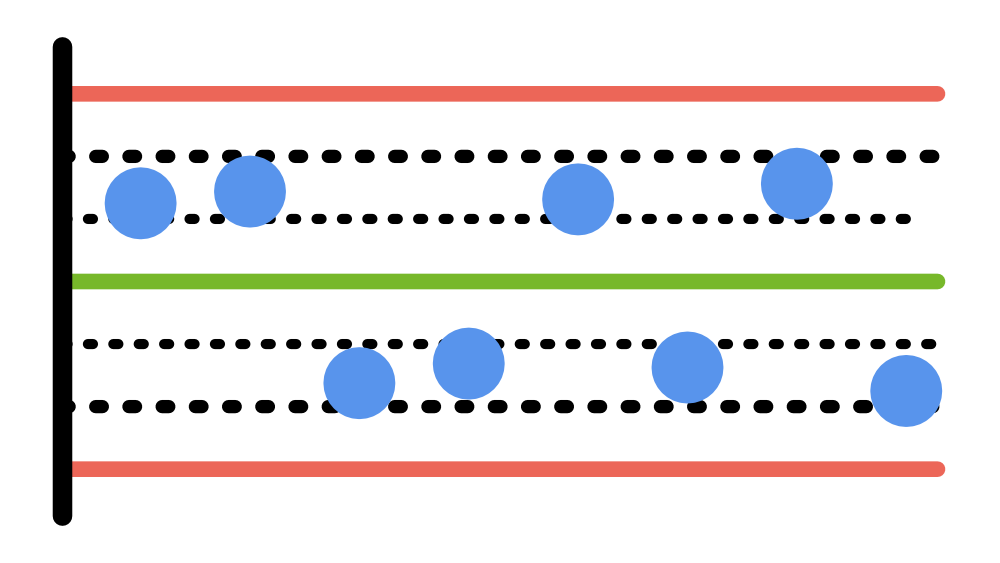
- Prüfen, ob auffällige Muster im Verlauf erkennbar sind.
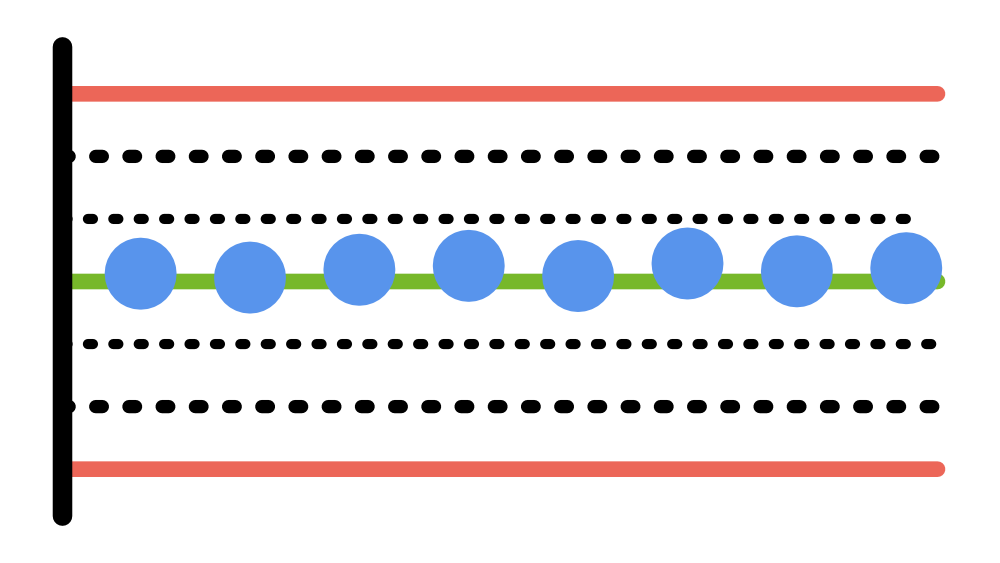
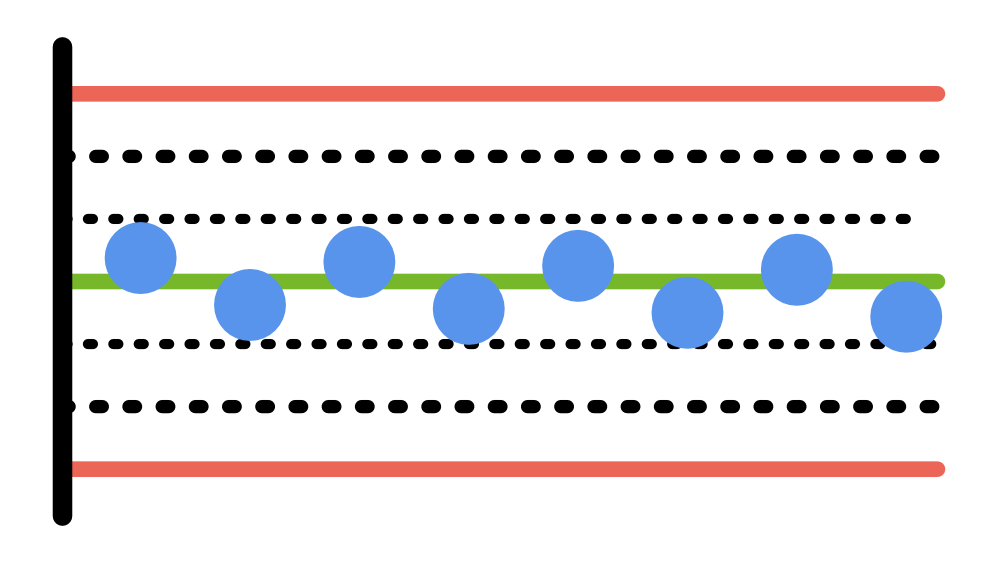
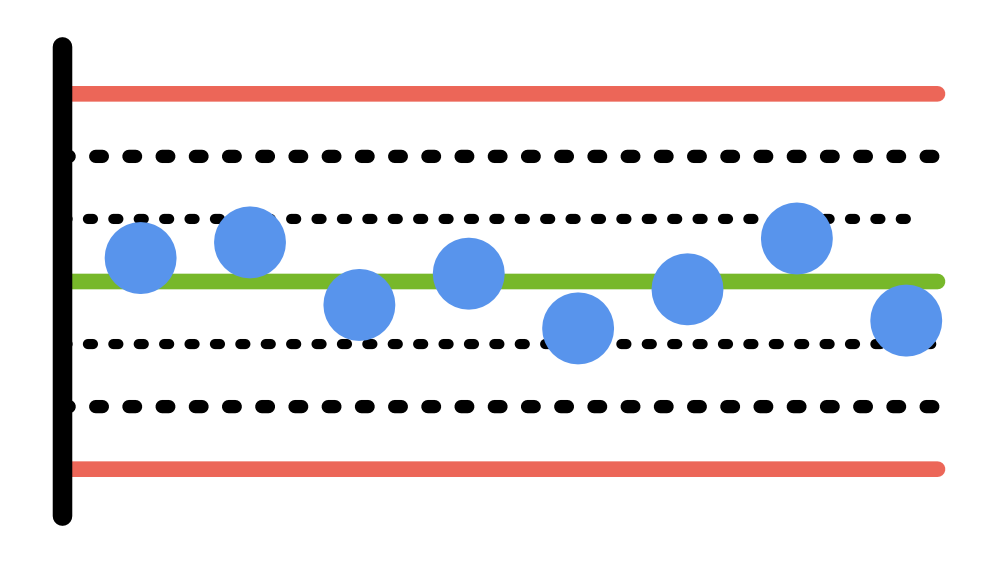
- Prüfen, ob die Streuung zufällig ist oder auf besondere Ursachen hinweist.
- Prüfen, ob der Prozess stabil ist oder nicht.
- Auffällige Punkte analysieren und mögliche Sonderursachen dokumentieren.
- Erst nach Klärung der Ursache entscheiden, ob ein Eingriff in den Prozess notwendig ist.
Die Interpretation dient dazu zu beurteilen, ob der Prozess stabil ist.
Ob der Prozess Sollwerte oder Spezifikationsgrenzen erfüllt, muss separat bewertet werden.