Vorarbeit
- Eindeutig festlegen, welche Ereignisse als Fehler oder Beanstandung gezählt werden.
- Sicherstellen, dass pro Datenzeile sowohl die Gesamtzahl der betrachteten Einheiten (Teilgruppengröße) als auch die Gesamtzahl der aufgetretenen Fehler vorliegt.
- Festlegen, ob die Karte auf Basis aktueller Daten oder mit einer historischen Referenz erstellt werden soll.
- Definieren, welche Tests auf Ausnahmebedingungen zur Erkennung auffälliger Muster verwendet werden sollen.
 Nutzung in AlphadiTab
Nutzung in AlphadiTab
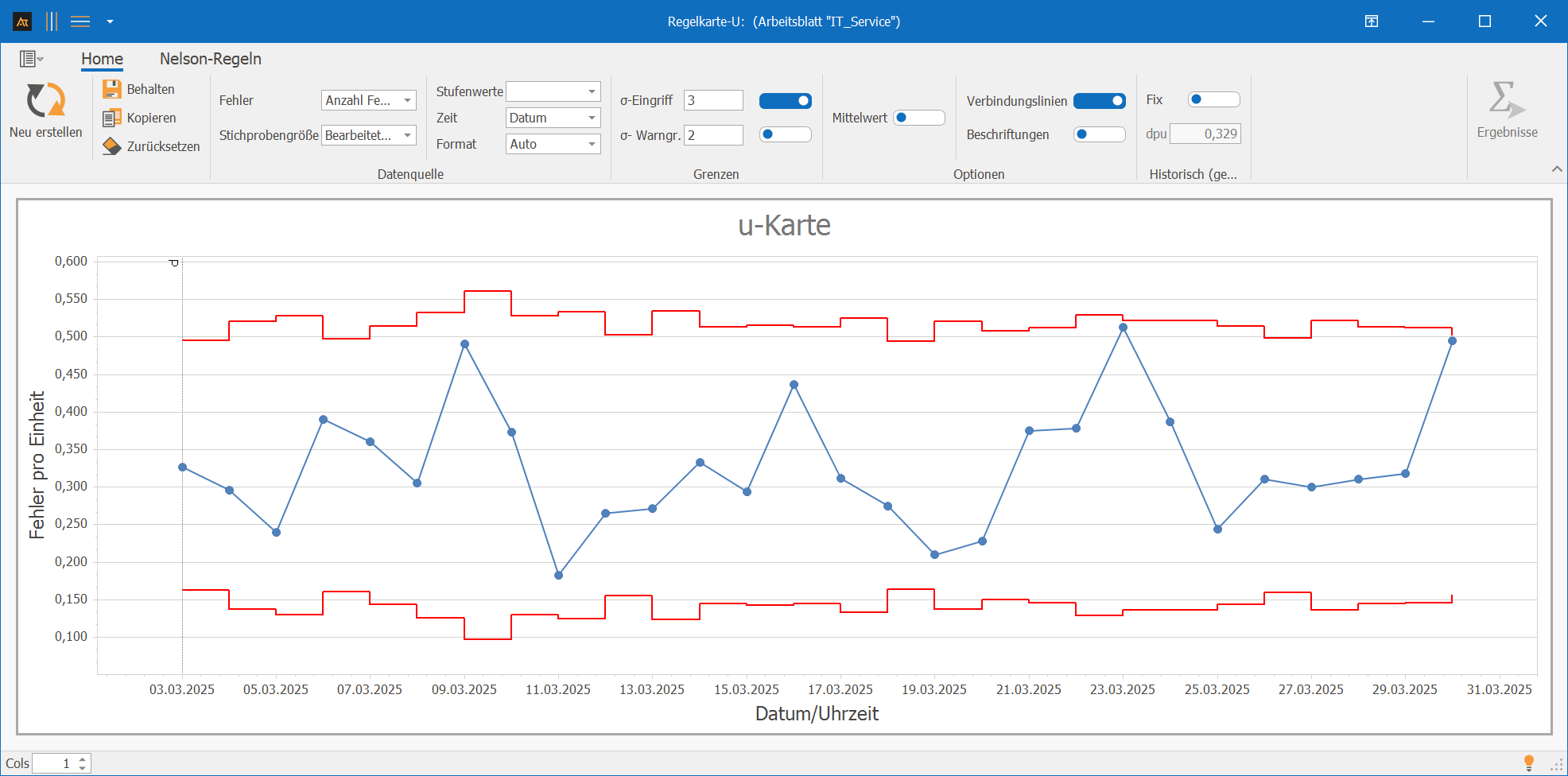
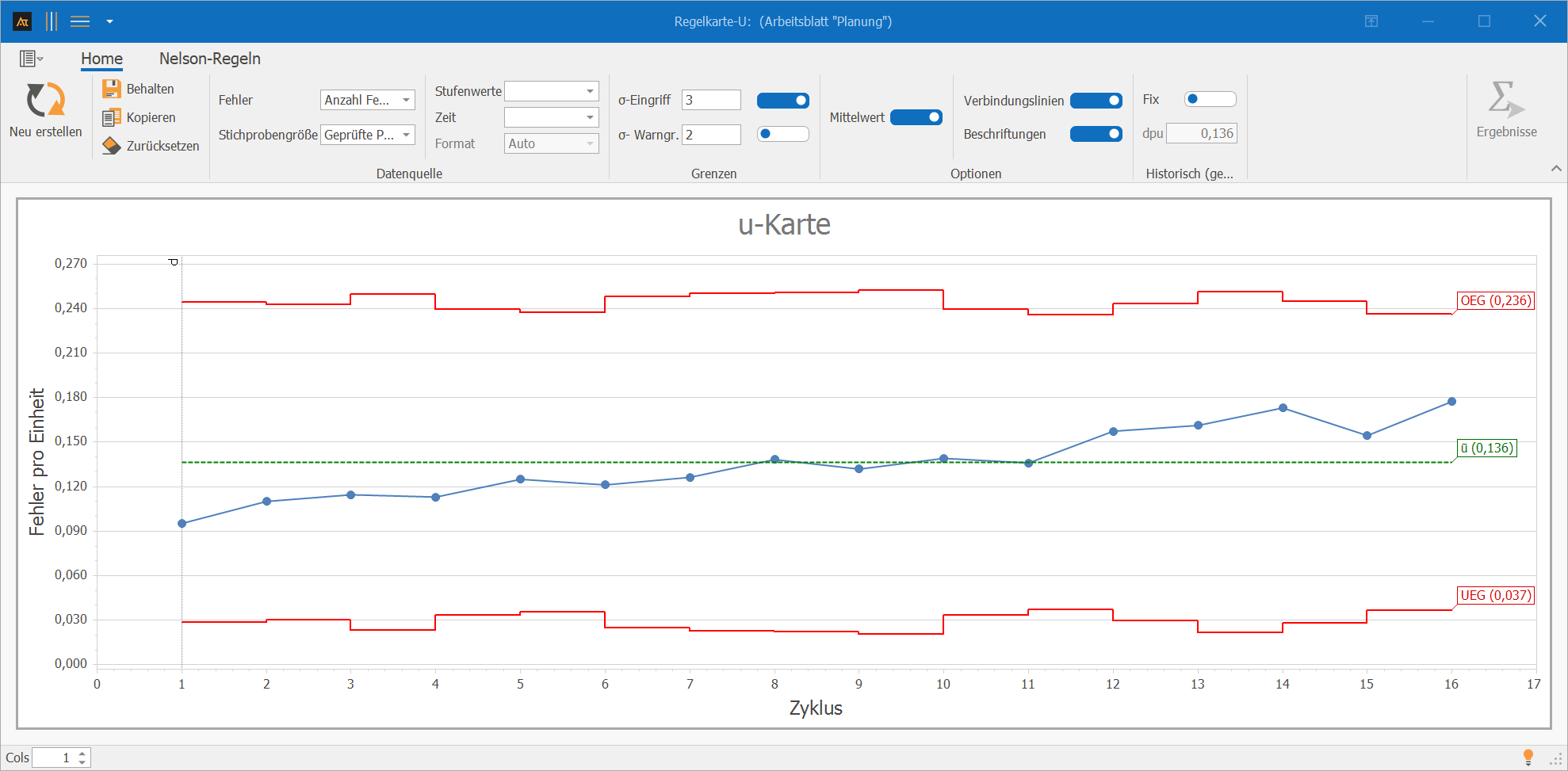
- In der Control-Phase das Tool „u-Karte“ auswählen.
- Bei Fehlern „Anzahl Fehler“ und bei Teilgruppengröße „geprüfte Gläser“ angeben.
- Die Regelkarte über „Neu erstellen“ generieren.
- Im Reiter Nelson Rules die festgelegten Tests durchführen.
Interpretation
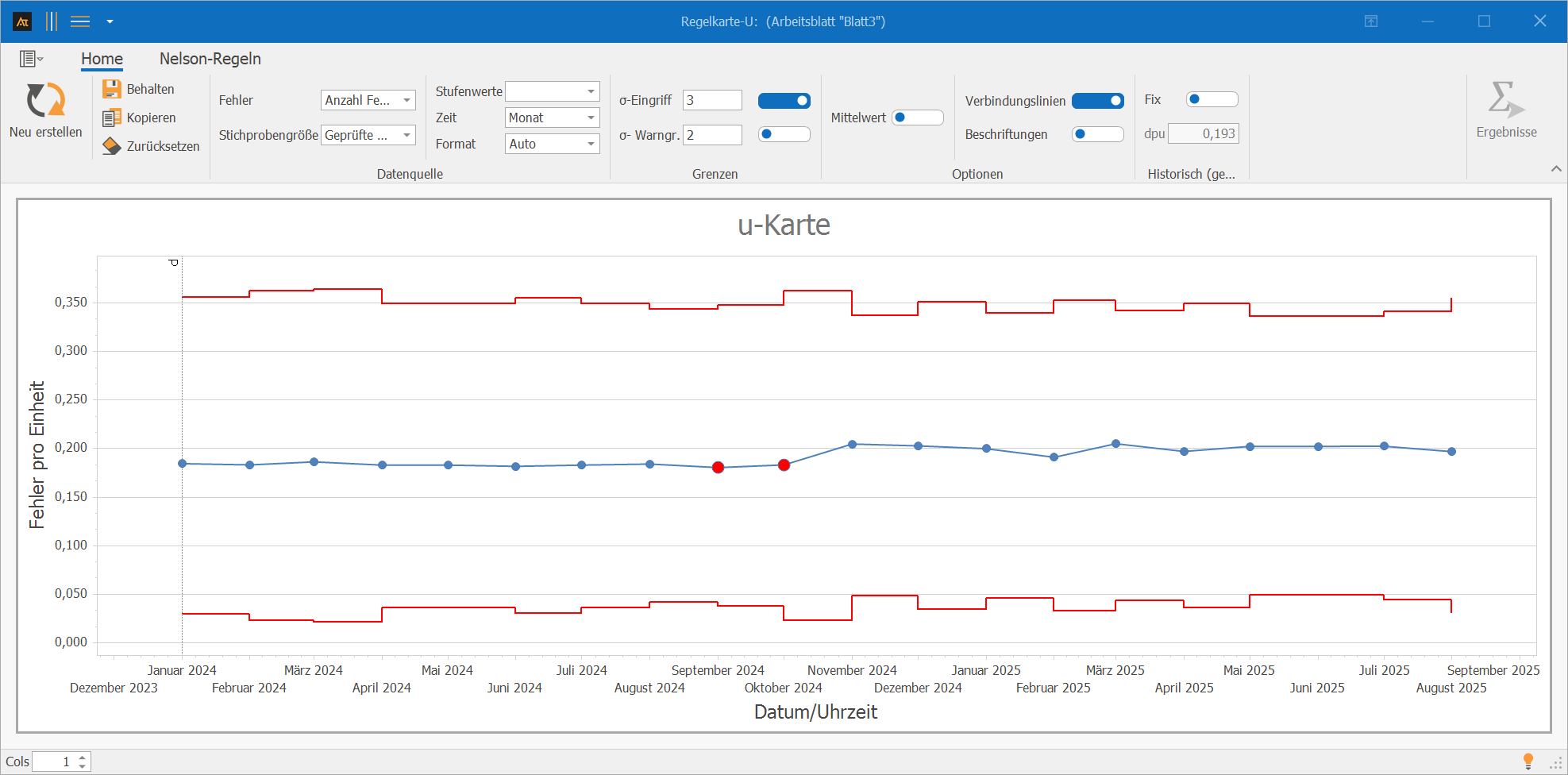
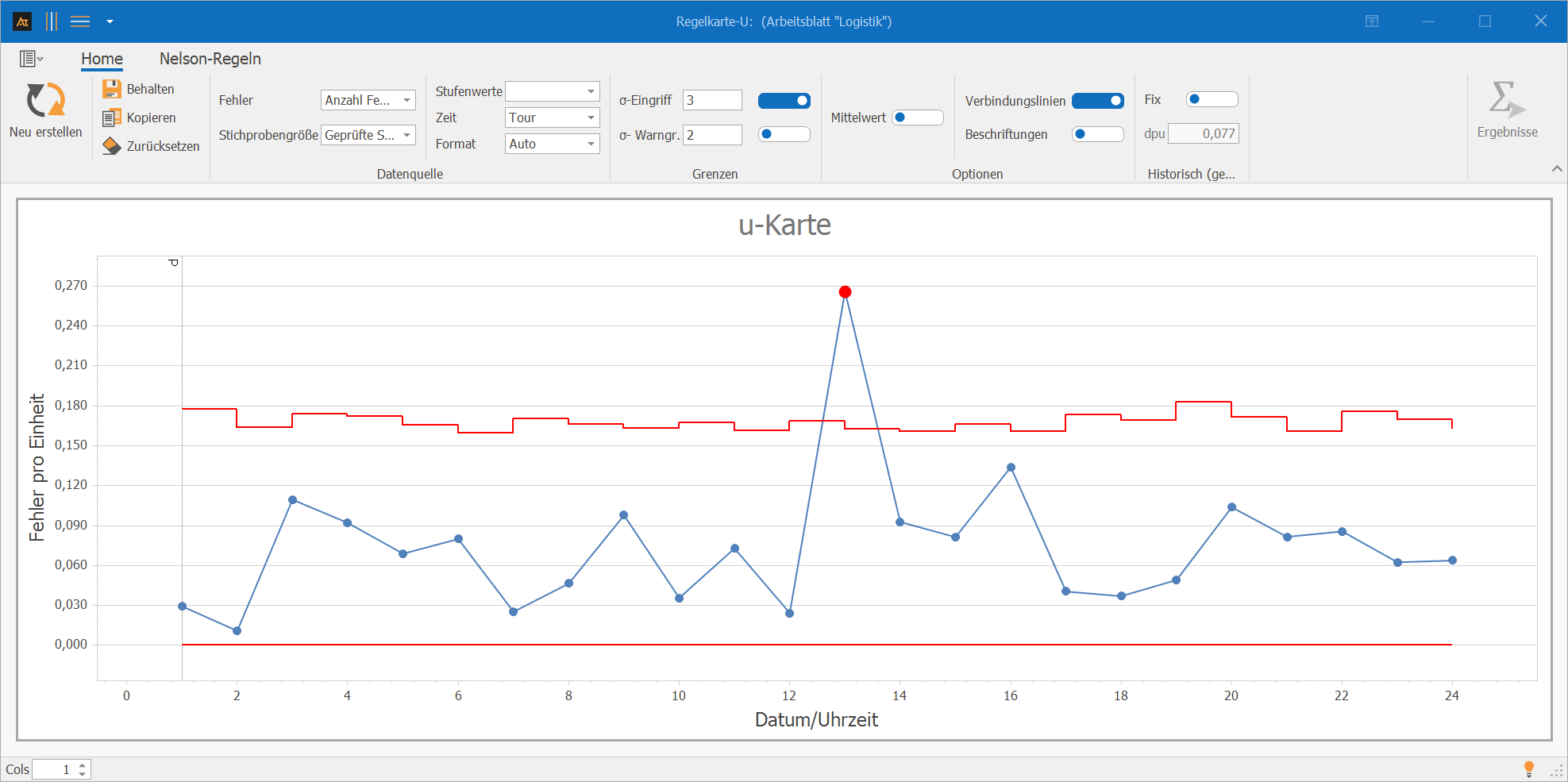
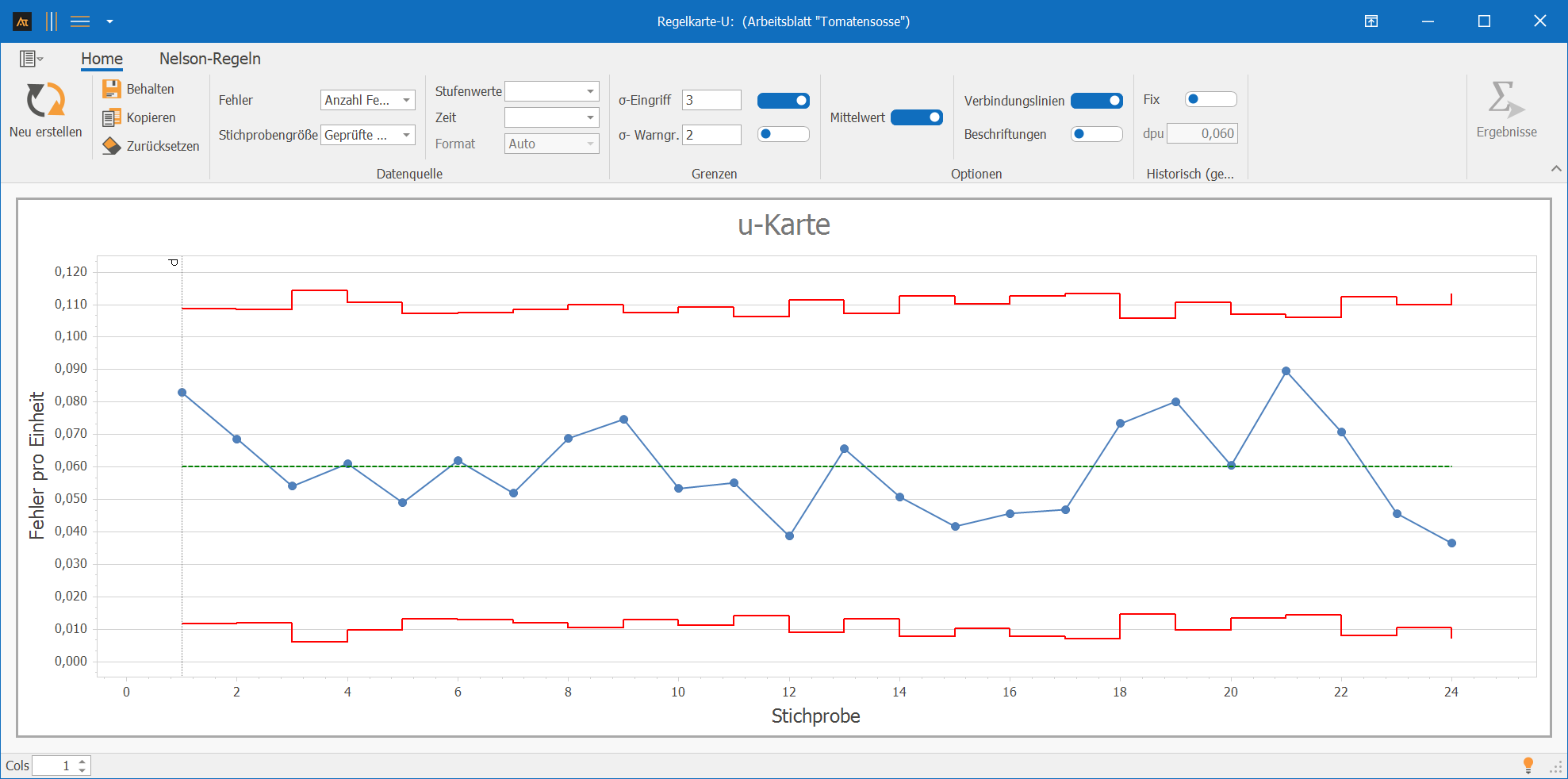
- Prüfen, ob Punkte außerhalb der Eingriffsgrenzen liegen.
- Prüfen, ob nichtzufällige Muster wie Trends, Lageverschiebungen oder Wechselmuster erkennbar sind.
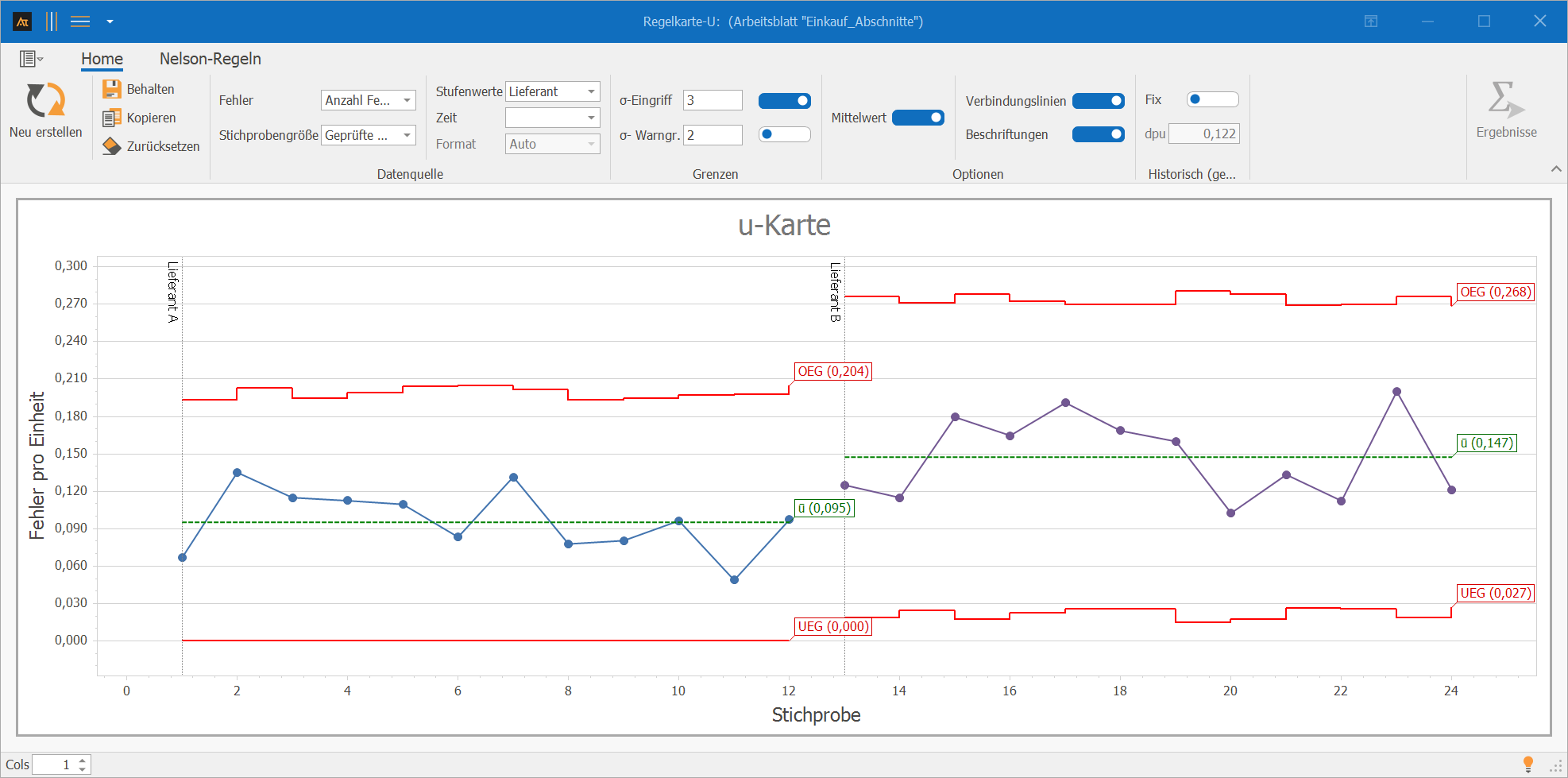
- Bewerten, ob bekannte Sonderursachen vorliegen oder eine nachhaltige Prozessänderung vermutet werden muss.
- Erst nach der Ursachenklärung entscheiden, ob ein Eingriff in den Prozess erforderlich ist.
Die u-Karte zeigt, ob der Prozess statistisch stabil ist. Ob Zielwerte oder Spezifikationen erfüllt sind, muss separat fachlich bewertet werden.